
本文规定了由碳钢或合金钢制造,符合GB/T 3098.1和GB/T 3098.2规定性能等级的螺栓、螺钉、螺柱和螺母组合的栓接连接用平垫圈,在环境温度为10℃~35℃条件下
进行测试时的机械和物理性能。
注1:这些类型的平垫圈也可以与其他紧固件一起使用,如自攻螺钉。
在环境温度为10℃~35℃的条件下
测试时,符合本文件要求的平垫圈在高温和/或低温下,它们可能无法保持规定的机械和物理性能。
注2:符合本文件要求的平垫圈适用的使用温度为-50℃~+150℃。当使用温度超过一50℃~+150℃,甚至高 达+300℃时,建议使用者向有关方面专家咨询。
本文件适用于符合以下规定的由碳钢或合金钢制造、厚度为0.2mm~12mm的平垫圈及组合件用平垫圈:
-平垫圈(有或没有花纹、肋或倒角)
-方形平垫圈
-方孔平垫圈
-异形平垫圈
本文未规定以下性能要求
-耐腐蚀性
-可焊接性
下列代号适用于本文章。
d1通孔直径,单位为毫米(mm)
d2 外径,单位为毫米(mm)
F 载荷,单位为牛(N)
G 全脱碳层深度,单位为毫米(mm)
r 支承件和加压件接触半径,单位为毫米(mm)
t 平垫圈公称厚度,单位为毫米(mm)
teff 平垫圈有效厚度,单位为毫米(mm)
a 支承件和加压件接触角度,单位为度(°)
平垫圈的性能等级由数字和符号两部分组成:
-数字表示最小维氏硬度值(见表3);
-字母HV表示维氏硬度。
示例:符合表3规定,最小维氏硬度为200的钢制平垫圈的性能等级标记为200HV。
如能符合表2和表3的规定,则本文件规定的标记制度也可用于超出标准厚度的规格。
尽管本文件规定了许多性能等级,但并不意味着所有性能等级都适用于所有栓、螺母、垫圈组合件。平垫圈与螺栓、螺钉、螺柱和螺母的性能等级组合见表1。
| 螺纹紧固件 (符合GB/T 3098.1和GB/T 3098.2) |
匹配平垫圈 | |||||
| 性能等级 | 性能等级 | |||||
| 螺栓、螺钉和螺柱 | 标准螺母和高螺母 | 100 HV | 140 HV | 200 HVa | 300 HVa | 380 HVb.c |
| 4.6、4.8、5.6、5.8 | 5 | RCe | e | e | e | e |
| 6.8 | 6 | d,e | Rce | RCe | e | e |
| 8.8 | 8 | f | f | RCe | e | e |
| 9.8、10.9 | 10 | f | f | d.e | RCe | e |
| 12.9、12.9 | 12 | f | f | f | d,e | RCe |
表2规定了不同性能等级平垫圈用碳钢和合金钢的化学成分极限。该化学成分应按相关的国家标准的规定。
注:合金钢包括可用于平垫圈的弹簧钢和合金弹簧钢。
对于需要进行热浸镀锌的平垫圈,应符合GB/T 5267.3对材料的要求。
如果组合件整体进行淬火和回火,则可以提供未热处理平垫圈。在这种情况下,按照 GB/T 9074.1,平垫圈化学成分应由供需协议。
当自攻螺钉组合件按照GB/T 97.5要求进行表面硬化时,平垫圈的含碳量不应超过0.12%。每一制造批的平垫圈应由同一炉号原材料制造。
| 性能等级 | 材料和工艺 | 化学成分极限(熔炼分析)a,b,c % |
最低回火温度b,c ℃ |
|||||
| 材料 | 工艺 | C | P | S | Bd | |||
| min | max | max | max | max | ||||
| 100HV | 碳钢 | 热轧 冷轧 |
在满足表3要求的前提下,材料的选择应由制造商自行决定 | NA | ||||
| 140 HV | 碳钢 | 热轧 冷轧 |
在满足表 3 要求的前提下,材料的选择应由制造商自行决定 | NA | ||||
| 200 Hve | 碳钢 | 热轧 冷轧或淬火并回火 |
在满足表 3 要求的前提下,材料的选择应由制造商自行决定 | NA | ||||
| 300HVf | 碳钢g | 淬火并 | 0,17 | 0,80 | 0,035 | 0,035 | 0,003 | 425 |
| 合金钢h | 回火 | 0,14 | 1.3 | 0.035 | 0,035 | 0,003 | 425 | |
| 380 HVf,i | 碳钢g | 淬火并 | 0.4 | 0.8 | 0.035 | 0,035 | 0.003 | 425 |
| 合金钢h | 回火 | 0.2 | 1.3 | 0,035 | 0,035 | 0,003 | 380 | |
规定性能等级的平垫圈,在环境温度下,无论在制造过程中试验或最终检验,均应符合表3规定的机械和物理性能。
第8章为检验平垫圈是否符合表3规定提供了可适用的试验方法和仲裁试验方法。
对于380HV性能等级的平垫圈,当有特殊要求时,应按照附录A进行延展性试验。
| 性能等级 | 100HV | 140 HV | 200HV | 300HV | 380 HVa | |
| 维氏硬度HV | min | 100 | 140 | 200 | 300 | 380 |
| max | 200b | 250 | 300 | 370 | 450 | |
| 洛氏硬度HRC | min | - | - | - | 30 | 39 |
| max | - | - | - | 39 | 45 | |
| 不完全脱碳 HV0.3 | max | - | - | - | c | 30d |
| 全脱碳层深度G | max | - | - | - | c | teff2%或 0.02 mme |
| 增碳 HV0.3 | max | - | - | - | c | 30f |
| 再回火后硬度的降低值HV10 | max | - | - | - | 20 | 20 |
硬度试验的目的在于:
-确定平垫圈的硬度符合表3规定的最小值和最大值的要求;
-对于淬火并回火平垫圈,符合表2规定的材料要求。
本试验适用于所有性能等级平垫圈。
平垫圈应在接收状态下进行测试,组装后需淬火并回火的组合件用平垫圈除外。
应按表4在合适的表面或平垫圈的横截面上进行硬度试验。
| 性能等级 | 常规检查 | 仲裁检查 |
| 100 HV | 支承面按 8.1.2 |
支承面按 8.1.2 |
| 140HV | ||
| 200 Hva | ||
| 300HV | 横截面按8.1.3 | |
| 380 HV |
示例:厚度0.3mm、性能等级300HV平垫圈进行试验时,试验载荷选择HV5。
测定洛氏硬度用试验载荷取决于平垫圈性能等级和厚度。
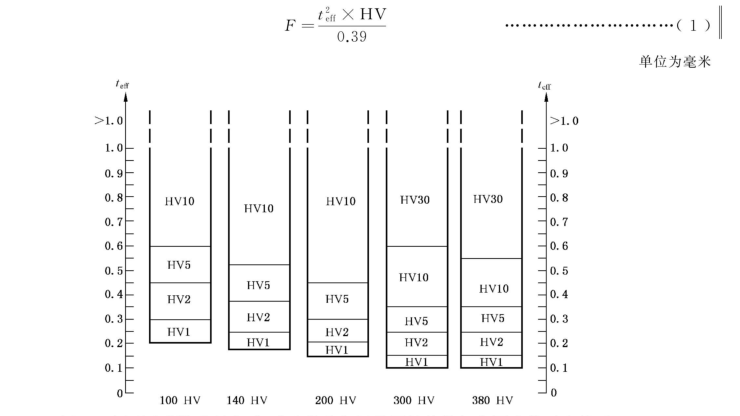
试验载荷应按图2选择。
当没有适合的洛氏试验载荷时,应采用维氏硬度试验
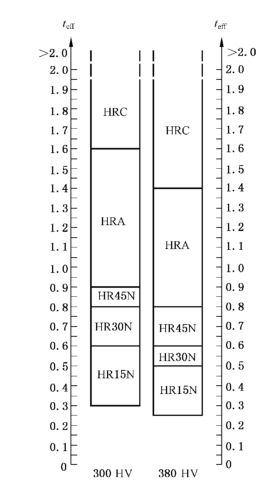
示例:厚度0.5mm、性能等级380HV平垫圈进行试验时,试验载荷选择294N(HR30N)。
去除表面涂、镀层或氧化皮,经适当处理后,在平垫圈支承面二分之一处实施硬度试验。
对于热浸镀锌平垫圈,过渡层应完全去除。
当平垫圈的尺寸允许时,硬度值应为同一平垫圈上间隔约120°的三个读数的平均值
常规检查时,按6.1.2在平垫圈表面测定的硬度,应符合表3的规定,
如有争议,应在平垫圈表面按图1规定的试验载荷进行维氏硬度试验;对于有效厚度大于0.5mm的平垫圈,可以使用较低的试验载荷,但不应小于HV1。
常规检查时,按6.1.2在平垫圈表面测定的硬度,应符合表3的规定
如有争议,按6.1.3在横截面上测定硬度。
应按GB/T4340.1的规定,采用维氏硬度试验测定硬度本试验适用于淬火和回火后平垫圈。
应取穿过孔中心线的径向截面,并对表面进行适当的准备。试样应嵌入塑料中或安装在夹具中。
安装后,对表面进行研磨和抛光,直至可进行金相检查。
按图3所示在径向截面中部进行维氏硬度测试。当平垫圈的尺寸允许时,硬度值应为同一平垫圈上至少三点硬度平均值。
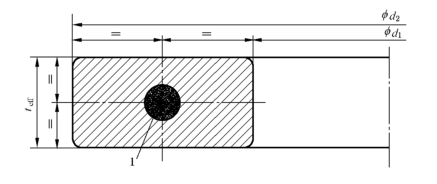
标引序号说明:
1--测试区域(半径为0.25teff)。
硬度应符合表3的规定。
如果在半径0.25t-区域内测定的硬度值之差大于30个维氏硬度单位,则应证实材料中是否达到表2规定的约90%马氏体含量要求,
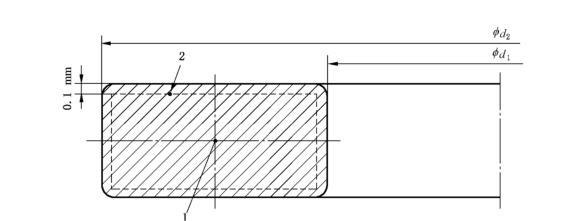
脱碳试验的目的是检测性能等级300HV的滚花或带肋平垫圈和性能等级380HV的所有平垫圈的表面脱碳和脱碳层深度。
脱碳区域如图4所示。
表面脱碳应采用以下方法测定:
--金相法,测定全脱碳层深度;
-硬度法,显微硬度测定部分脱碳。支承面是指不包括距孔边缘距离x=0.1(d,-d,)和距外边缘距离x=0.1(d,-d,)的环形支承面(仅为宽度的60%,如图4所示)
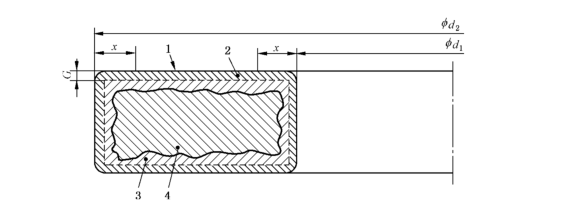
标引序号说明:
1--支承面;
2--全脱碳层;
3--部分脱碳层;
4--基体金属;
x--不进行脱碳试验的区域
平垫圈应在接收状态下,去除涂、镀层后进行测试。
试样应取自穿过孔中心线的径向截面。试样应嵌入塑料中或安装在夹具底座或夹钳中。安装后
对表面应进行研磨和抛光,直至可进行金相检查以保持表面基体金属的原始特性(良好的金相)。
注:浸入3%的硝酸乙醇腐蚀液(浓硝酸与乙醇混合液),能显示由于脱碳而造成的金相组织的变化。
试样应置于显微镜下,除非另有协议,否则应放大100倍进行检查。
如果显微镜带有磨砂玻璃屏,则可借助刻度直接测量脱碳程度。如果用目镜测量,则应使用带十字准线或刻度的显微镜。
全脱碳层的最大深度G应符合表3的要求
本方法适用于最小厚度为0.4mm的平垫圈。应按6.2.2.1制备试样,但不需要腐蚀。6.2.3.2 试验程序
按图5所示测量第1点和第2点维氏硬度。试验力为2.942N(维氏硬度试验HV0.3)。
按图5所示测量第1点和第2点维氏硬度。试验力为2.942N(维氏硬度试验HV0.3)。
未脱碳HV(2)>HV(1)-30HV
未增碳HV(2)≤HV(1)+30HV
标引序号说明:
1--HV(1)通过平垫圈横截面中心的硬度测量点;
2--HV(2)距表面0.1mm处硬度测量点。
图5中第2点的维氏硬度值HV(2)应大于或等于图5中第1点的维氏硬度值HV(1)减去30个维氏硬度单位。
注:全脱碳层达到表3规定的最大值时,不采用硬度测量法.
通则增碳试验的目的是测定平垫圈表面在热处理过程中是否形成增碳,增碳应在通过孔中心线径向截面的硬度试验进行测定。本试验适用于性能等级为300HV的滚花或带肋平垫圈、性能等级为380HV的所有平垫圈,平垫圈最小厚度为 0.4 mm。
应按6.2.2.1制备试样,但不需要腐蚀。
按图5所示测量第1点和第2点维氏硬度。试验力为2.942N(维氏硬度试验HV0.3)。
图5中第2点的维氏硬度值HV(2)应小于或等于图5中第1点的维氏硬度值HV(1)加上30个维氏硬度单位。超过30个维氏硬度单位,表示已增碳。
另外,按表3规定,性能等级为300HV平垫圈支承面硬度不应超过370HV0.3;性能等级为380HV垫圈支承面硬度不应超过450HV0.3。
再回火试验的目的是检验热处理工艺的最低回火温度
本试验适用于性能等级为300HV和380HV平垫圈:
按6.1.3的规定,在图3硬度测试区域内测定维氏硬度,读取三点数值。
将平垫圈再回火,回火温度应比表2规定的最低回火温度低10℃,保持30min;再回火后,应在同
平垫圈上并在与第一次测定相同的区域内,测定新的三点维氏硬度值。
对比再回火前、后三点硬度平均值。再回火后,硬度降低值应小于20个维氏硬度单位。
按本文件要求制造的平垫圈,只有全面符合本文件规定的技术要求,才能按第5章的标记制度进行标记平垫圈标志
可以由制造者自行决定,或由供需协议;供需协议情况下,平垫圈标志应包括制造者识别标志和性能等级。
经销商销售带有自己识别标志的平垫圈应被视为制造者识别标志。
平垫圈不得使用凸字标志。通常不推荐凹字标志,因为会改变螺栓-螺母连接副的扭矩-夹紧力关系,或者会产生应力集中,引发初始裂纹。
可以通过其他加工方法获得持久的标志,如激光标志。当标志性能等级时,应按表5规定,标志性能等级代号或时钟面法标志符号
在本文件范围内的所有性能等级平垫圈的包装,均应有标志(例如:通过标签)。标志应包括制造者
和/或销售商的识别标志和第5章规定的性能等级,以及GB/T3099.4中定义的制造批号。
延展性试验的目的是确定平垫圈在制造过程中没有变脆。
本试验适用于客户在订购时的特殊要求。
本试验适用于平垫圈成品。如有涂、镀层,则适用于涂、镀后的平垫圈。
试验在带有a角的支承部分和压头部分间完成,角取决于平垫圈的厚度。支承部分和压头部分的最低硬度应为60HRC,表面应进行研磨。
对于圆形同心平垫圈,支承部分和压头部分接触面应为圆锥形,如图A.1所示。
对于其他平垫圈(如正方形、长方形),支承部分和压头部分接触面应为V形,如图A.2所示。
待测平垫圈应放置在图A.1或图A.2所示的测试装置中。对于组合件平垫圈,应在测试前从螺栓或螺母上拆卸。
测试前和测试期间,支承部分和压头部分轴线和平垫圈的轴线应保持对中。
轴向试验载荷应平稳施加,直到支承部分和压头部分表面与平垫圈表面完全接触。2min后,卸除试验载荷。
试验平垫圈不应断裂。
当平垫圈完全损坏时,发生失效。如有疑问,平垫应在断裂的相对侧进行切割,平垫圈断裂为两个单独部件,说明在试验过程中发生了断裂。








































































































