

SL与SHK型热熔螺母。
可使用热熔、超声波入等方式安装于塑胶件,是塑胶植入内螺纹的可靠解决方案之一,广泛应用于ABS\PC\PA\PE\PP等塑胶件。
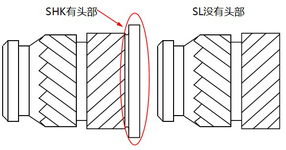
SL和SHK螺母有左右相反方向之斜压花、阶段性之外径设计,能渐进式嵌入塑胶,使塑胶预留孔不易龟裂,能与塑胶形成较好的结合力和拉扭力,相对于其它类型的热熔螺母具有更优异的表现。
SL、SHK类型的热熔螺母允许较少肉厚的设计。
SL、SHK类型的螺母亦可作为射出成型埋入的方式进行安装。


标准与生产范围
SL、SHK常用标准与规格在本页下面附有明细表,公制地规格从M1.2到M12,美制规格从0#到1/2,其中又以M2 M2.5 M3 M4 2-56 4-40 6-32最为常见,各长度跟据用户需求不同而定,下表中长度为推荐选项。
我司具有成熟的相关热熔螺母生产经验,不限于本页所展示的SL SHK类型,其它延伸产品都可按用户需要开发与生产。
除了本页所规定的标准,也可按用户特定的尺寸要求进行生产。
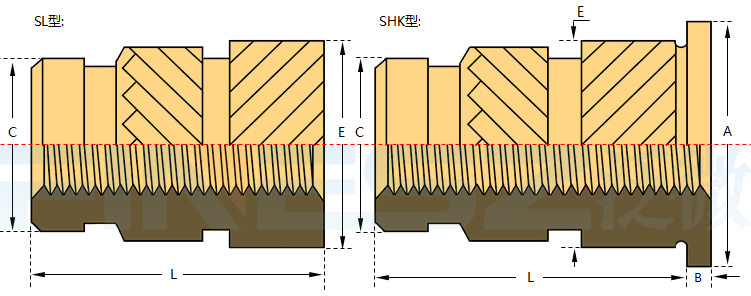
| 类型 | 螺纹 | 长度 L |
外径 ФE |
导向柱 ФC |
头径 ФA |
头厚 B |
塑胶孔径 +0.1 |
最少 肉厚 |
| SL SHK |
M1.2 | 1.0 2.0 3.0 | 2.0 | 1.70 | - | - | 1.75 | 0.70 |
| M1.6 | 2.0 2.2 2.5 3.0 | 2.50 | 2.10 | 3.00 | 0.40 | 2.15 | 0.80 | |
| M2 | 2.0 3.0 4.0 5.0 | 3.6 | 3.1 | 4.8 | 0.53 | 3.2 | 1.3 | |
| M2.5 | 2.0 3.0 5.0 5.7 | 4.6 | 3.9 | 5.5 | 0.61 | 4.0 | 1.6 | |
| M3 | 4.0 4.8 5.7 6.0 | 4.6 | 3.9 | 5.5 | 0.61 | 4.0 | 1.6 | |
| M4 | 4.0 4.8 5.8 8.1 | 6.3 | 5.5 | 7.1 | 0.91 | 5.6 | 2.1 | |
| M5 | 5.8 6.8 9.5 | 7.1 | 6.3 | 7.9 | 1.09 | 6.4 | 2.6 | |
| M6 | 6.8 9.5 12.7 | 8.7 | 7.9 | 9.5 | 1.35 | 8.0 | 3.3 | |
| M8 | 12.7 | 10.2 | 9.5 | 11.1 | 1.35 | 9.6 | 4.5 | |
| M10 | 12.7 | 12.6 | 11.8 | 14.0 | 1.60 | 11.9 | 6.0 | |
| M12 | 15.9 | 16.7 | 15.8 | 19.0 | 2.00 | 16.0 | 8.0 |
| 类型 | 螺纹 | 螺纹代号 | 长度 L |
外径 ФE |
导向柱 ФC |
头径 ФA |
头厚 B |
塑胶孔径 +.004 |
最少 肉厚 |
| SL SHK |
0-80 | 080 | .125 | .116 | .095 | - | - | .100 | .051 |
| 2-56 | 256 | .100 .125 .157 | .141 | .123 | .187 | .021 | .126 | .051 | |
| 4-40 | 440 | .096 .140 .170 .226 .250 | .181 | .154 | .218 | .024 | .157 | .163 | |
| 6-32 | 632 | .150 .226 .250 .281 | .214 | .185 | .250 | .030 | .189 | .071 | |
| 8-32 | 832 | .185 .250 .321 | .248 | .218 | .281 | .036 | .220 | .083 | |
| 10-24 | 024 | .250 .375 | .278 | .249 | .312 | .043 | .252 | .102 | |
| 10-32 | 032 | .226 .250 .375 | .278 | .249 | .312 | .043 | .252 | .102 | |
| 1/4-20 | 0420 | .250 .500 | .341 | .312 | .375 | .053 | .315 | .130 | |
| 5/16-18 | 0518 | .500 | .403 | .374 | .437 | .053 | .378 | .177 | |
| 3/8-16 | 0616 | .500 | .494 | .465 | .551 | .063 | .469 | .236 | |
| 1/2-13 | 0813 | .625 | .657 | .622 | .748 | .079 | .630 | .315 |
| 塑料材质 | M3*6 | M4*8.1 | M5*9.5 | M6*12.7 | M8*12.7 |
| ABS | 1.00 | 1.90 | 2.50 | 6.00 | 9.40 |
| PC | 1.40 | 2.50 | 3.50 | 8.40 | 15.30 |
| PA | 0.90 | 2.00 | 3.20 | 4.70 | 10.20 |
| PE/PP | 0.90 | 1.80 | 2.10 | 4.30 | 7.70 |
| 塑料材质 | M3*6 | M4*8.1 | M5*9.5 | M6*12.7 | M8*12.7 |
| ABS | 1215 | 1890 | 2520 | 3330 | 4950 |
| PC | 1620 | 2520 | 3240 | 4410 | 5985 |
| PA | 1530 | 2025 | 2700 | 3600 | 5085 |
| PE/PP | 810 | 1395 | 1710 | 2475 | 3555 |
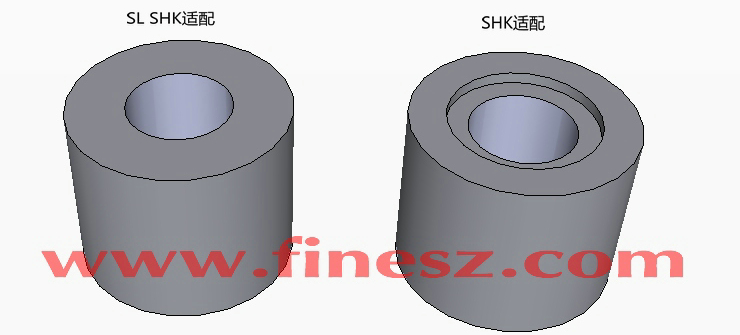
安装孔尽可能使用成型孔,模制孔上允许1°的锥度;也可以使用钻孔,但是与模制孔相比会降低其性能,适配于SL类型的预留孔顶部不应倒角或沉头孔,适配于SHK类型的预留孔不应有倒角(允许有沉头孔),如上表中所示孔直径公差:-0.00 + 0.10mm。
在上面规格表中给出了最小壁厚的可以作为参考,但这些数据会因为具体塑胶的材质而发生的改变,实际应用中如果采用更薄的壁厚可能会带来风险,但也是可行的,总之建议以本标准中所规定的最小壁厚作为指导。
该紧固件可以使用预加热或使用超声波振动产生的热量预热来安装。在进行预热时, 必须注意确保紧固件可以软化塑胶, 这将避免在塑胶表面产生不平整的瑕疵。超声波安装最好采用低振幅振动和最小功率来软化塑料材料。
在这两种情况下, 应该给予合适的压力,因为将铜螺母插入塑胶的同时也要注重塑胶在螺母外围的流动。
所采用的安装设备叫热熔机,用户可在购买设备的同时与设备供应商探讨自动化工装以提高安装效率,由于热熔机属于设备类产品,为避免广告嫌疑,请用户自行网上查找相关信息。





 苏公网安备32058102001839
苏公网安备32058102001839









