压铆螺母的底孔开多大?压铆螺母的底孔标准
压铆螺母安装的时候,薄板的底孔开多大?压铆螺母的底孔标准是什么?
虽然本网站的有详细的关于压铆螺母标准的规范,其中包括了板材开孔的的数据,地址:
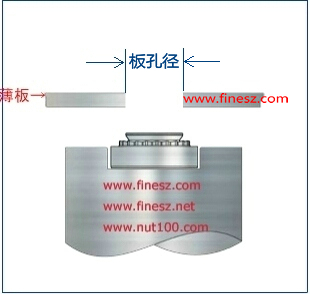
但是很多人还是不愿意去查找,鉴于此,我将压铆螺母的底孔数据单独列出来附下。先说明一下,所谓的板孔径(底孔径)指的是这个尺寸:
这是公制螺母的底孔标准表:
| 螺纹规格 | 板孔径,单位:毫米(+0.08,-0) |
| M2 | 4.25 |
| M2.5 | 4.25 |
| M3 | 4.25 |
| M3.5 | 4.75 |
| M4 | 5.4 |
| M5 | 6.35 |
| M6 | 8.75 |
| M8 | 10.5 |
| M10 | 14 |
| M12 | 17 |
这是美制压铆螺母的底孔标准尺寸表,以下表格所有单位是英寸:
| 螺纹尺寸 | 板孔径,单位inch(+.003,-0) |
| (#2-56) | .166 |
| (#3-48) | .166 |
| (#4-40) | .166 |
| (#6-32) | .1875 |
| (#8-32) | .213 |
| (#10-24) | .250 |
| (#10-32) | .250 |
| (#12-24) | .277 |
| (1/4-20) | .344 |
| (5/16-18) | .413 |
| (5/16-24) | .413 |
| (3/8-16) | .500 |
| (3/8-24) | .500 |
| (1/2-13) | .656 |
| (1/2-20) | .656 |
安装示意视频:
这是钢板还是铜板
都一样。
对于板厚的要求吗?比如压铆螺母M12-2可以压在15mm厚的铜排上面吗?
@匿名你好。不同规格的压铆螺母有最小板厚要求,详见:http://www.finesz.com/s.php,M12-2的螺母对应最小板厚6.0mm,你所说的15mm厚度当然是够了。
非常感谢!!
您好,使用S-M10-2B压铆螺母压碳钢件,板厚3mm怎么压不到断面?而且增加扭矩,螺母松动?
谢谢!
@匿名 你好。你没有留邮件信息,不知道你是否还会回来看这个留言。压不平、扭力不达标原因很多种,我只能说在一切安装条件合理的情况是应该能满足压后性能的,我无法一一排除或猜测其原因,不过我接触到众多反映压不牢的的80%的原因是“使用冲床安装而不是压铆机”。如果不是这个原因,具体再沟通。我电话18912771062
非常感谢您及时回复,我们使用的是压铆机,压力34KN。但是压铆后,端面不平。不知道是不是端面不影响使用?
@匿名 你好。排除安装设备的因素,还是有很多可能性的因素,我只能跟据经验瞎猜了,跟据其可能性大小依次是:
1,螺母硬度偏低,正常硬度应是HRC32以上,是整体硬度HRC32以上而不仅仅是表面硬度。
2,板材硬度偏高,正常应低于HV180
3,螺母铆接部位结构是否理,花齿部位是否锋利工整无缩口。
4,板孔径是否合理;开口处是否锋利平整;铆压的是板而不是螺母。
5,铆装是否有延时,正常是需要延时的。
6,其它各种奇怪的现场安装因素。
您好!
我们的控制柜上指定使用P*M压铆件,现在发现供应商的实际使用的安装力远大于P*M的推荐值,以TD-175-12为例,P*M的推荐值为4000lbs,而供应商使用的安装力约为10300lbs。供应商声称“P*M的推荐值仅供参考,他们可以按照他们的经验选择安装力。并且每个规格的压铆件批量生产前他们都做过扭矩试验,试验结果符合P*M要求”。我的问题是:1)是否可以选择远大于推荐值的安装力?2)安装力过大有什么危害?如何检测?
多谢。
具体某一品牌的压铆件我无法回复你,建议你咨询该品牌供应商。
不过我可以争对压铆件或线扣这一类产品提出一些建议如下:
1,压铆件或线扣是可以按使用者自行定义的压力安装的,这一点在很多厂家的旨导书(的备注栏)也有明确说明,即最终还是按使用者认为的合适参数,4000lbs只是“参考”值。有些情况下的确有提高压装力的需要,比如板的硬度高于HRB70;或用户板孔采用激光切割(这会导致板孔局部硬度增加);或通过提高压力覆盖掉工艺上的不稳定因素导致的力学性能下差;或用户就喜欢高压力;这都是没有问题的。
2,增加压力的风险。1,板可能变形。但如果成品并未变形那就不是问题。2,有些压铆件的受压部位属于结构薄弱环节,在较大的压力下会出现自身损坏风险,如六角螺柱压铆螺钉等本身头部较薄在高压下可能出现头部开裂或变形等;又如不锈钢类的CLS或BS本身硬度不高,在高压下可能出现螺纹变形螺纹规通不过等等,但TD线扣的受压部位是较厚的实心结构,而且也没有螺纹,故基本不存在这个风险。
3,如何检测。推出力350ibs 拉出力175ibs,侧向负截140ibs,这些用参数用拉力机检测即可,当然,你可能需要做一些合适的治具。补充一下,外观也是重要的测项目。
多谢您详细的分析,上周客户反馈说他们发现有些压铆件安装力过高,正在联系他们能否提供相关照片
供应商声称”Pull Out”和”Torque Out”测试都符合要求,所以使用大的安装力符合要求,但我认为使用较大安装力更容易通过这两个测试,不知我的理解是否正确?
@匿名 你好。
1,“但我认为使用较大安装力更容易通过这两个测试,不知我的理解是否正确?”——对的。如前所述,加大压力可以覆盖掉性能的下差。
2,如果力学性能满足,板材没有翻边/变形/压痕,线扣本身没有变形/开裂,你供应商加大压力也无可厚非。除非这些条件没有满足。你前一条留言提及“客户反馈说他们发现有些压铆件安装力过高”,是否意味着你客户发现某些异常现象?如果是,那肯定要重新凭估并调整压力值。压力(以及其它安装参数)首先要满足产品的合格性,其次才是安装效率。
多谢。
客户反馈:1)部分压铆件明显过压(significantly overpressed a few P*Ms),2)压机冲头过小(using a punch that was too small)。
我对压铆工艺知之甚少,附上英语原文以免歧义。
@匿名 你好。
1,“部分压铆件明显过压(significantly overpressed a few P*Ms)”:你客户可能是指发生了变形。
2,“压机冲头过小(using a punch that was too small)”:结合上面一条,有可能是指施压面有个明显的凹痕或线扣与板背面不持平或凹陷?如果是这样的话,那肯定是要改善的,按规定,压机头直径需完全覆盖线扣底座,即冲头直径>线扣底座对角线,为保险起见,一般至少大于对角线的20%
综上,1,较大概率指向压力过大的问题,2,压机冲头直径过小这个待评估(你问下你供应商就知道了),如果小了就改大(注意下模也要相应的改大以适应上模)。
多谢您专业的分析,我的理解也是有目视可见的压痕或变形。
万先生好!
检查了供应商过去提交的几份压铆件首件记录,发现供应商的安装力远超过压铆件制造商推荐安装力。例如:HFH-0420-16的安装力为13600lbs,FH-032-8的安装力为14100lbs。
对应的母材是3mmSt37-2G,力学性能:屈服强度261MPa,抗拉强度407MPa,延伸率27%。
@匿名 你好。安装力分别高出建议值约一倍。如前所述,主要风险是板的变形和螺钉自身受损。
其中HFH螺钉头部结构厚实且头部并非全部压入板孔,压机冲头是中空的,虽然压力较大,实际上螺钉没什么风险。
FH-032-8,只要冲头直径不是特小,其实也没什么风险,螺钉压平后,受力面是冲头的截面积那么大,螺钉所受压强决冲头直径大小。如果从铆压面和反面观察板没有明显压痕或变形,且推扭力OK,一般螺钉也不会有风险。
万先生,
多谢您详细的分析。
现在等客户那边的反馈,看看他们发现的问题是什么。